Сварим всё! Как правильно для кошелька и результата выбрать сварочный электрод?
Правильный подбор электродов — одно из главных условий качественной сварки. Но именно этот момент чаще всего вызывает затруднения у начинающих сварщиков. Что и понятно — в продаже сейчас свыше 500 марок-наименований различных сварочных электродов: есть от чего растеряться.
 Разумеется, все мы понимаем, что электроды специализированы: те, что будут хороши при сварке чугуна, не годятся для стали; предназначенные для сварки алюминия не подойдут для меди. Но ведь и сталь бывает разная! Как же определиться с выбором электрода... да еще при этом подобрать именно те, которые при проведении больших объемов работ будут наиболее выгодны — как по собственной цене, так и по потреблению электричества. Ну что ж, попробуем разобраться....
Разумеется, все мы понимаем, что электроды специализированы: те, что будут хороши при сварке чугуна, не годятся для стали; предназначенные для сварки алюминия не подойдут для меди. Но ведь и сталь бывает разная! Как же определиться с выбором электрода... да еще при этом подобрать именно те, которые при проведении больших объемов работ будут наиболее выгодны — как по собственной цене, так и по потреблению электричества. Ну что ж, попробуем разобраться....
Что нужно знать при выборе электродов?
Для того, чтобы выбирать электрод, необходимо, как мимнимум, знать,
во-первых — толщину металла (чем толще металл, тем больше диаметр электрода)
во-вторых — вид материала (чугун, сталь, цветные металлы) и — желательно! - его марку и химический состав (углеродистая или легированная сталь, нержавейка, специальная сталь). Для легированных, конструкционных, жаростойких сталей, нержавейки, чугуна и проч. есть специальные электроды.
в-третьих — вид потребляемаого тока (постоянный, переменный, полярность)
Зная эти параметры, можно будет уже определяится с некоторыми качествами электродов.
Прежде всего — с толщиной центрального стержня, которая прямо зависит от толщины свариваемого металла.
Ее можно определить по такой табличке:
Толщина металла, мм. 1,1-2,0 3,0 4,0-5,0 6,0-8,0 9,0-12,0 13,0-15,0
Диаметр электрода, мм. 1,5-2,0 3,2 3,2-4,0 4,0 4,0-5,0 5,0
То есть при сварке деталей толщиной 2-3-4 мм. лучше всего выбирать электроды такого же диаметра.
Если вы знаете марку свариваемого металла, то по его составу можно определить и состав стержня электрода — он должен быть максимально близким к нему.
А вот дальше начинаются некоторые тонкости. Состоят они в том, что покрытие электрода тоже накладывают некоторые ограничения на их применение.
Электроды имеют 4 главных типа покрытий:
-основной,
-рутиловый,
-кислый
-целлюлозный
Так вот: электроды с основным и целлюлозным покрытием можно используются только при сварке постоянным током.
Рутиловые электроды подойдут для работы на постоянном или переменном токе. Кроме того, электроды с рутиловым и кислым покрытием рекомендуется использовать при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт.
Какой выбрать ток при сварке?
Следущая тонкость — это направление тока при сварке. Большая часть современных инверторов для ручной дуговой сварки выдают для работы постоянный ток. При этом постоянный ток может подключаться в прямом (электрод на «-», масса на «+») и обратном (электрод на «+», масса на «-») вариантах. С точки зрения физики разницы никакой, но на «+» выделятся больше тепла — поэтому при прямой полярности разумнее сваривать массивные детали, а на обратной - тонкий (до 2 мм) металл или высоколегированную сталь.
Что касается сварочного тока, то он рассчитывается по формуле: 35 ампер на 1 мм. диаметра электрода. То есть при сварке электродом диаметром 3 мм потребуется ток в 115 (+ 5) ампер.
Производители электродов указывают на упаковках пределы допустимого сварочного тока — и если ваши электроды подходят к этим параметрам, то можно определять и конкретную марку электрода.
Это можно сделать по такой таблице:
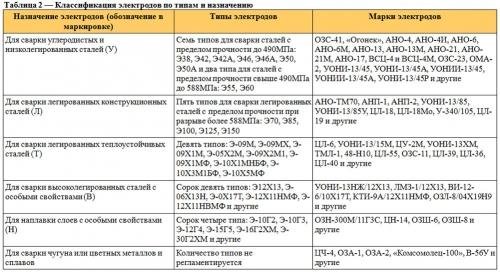
Добавим, что кроме перечисленных в таблице есть еще «универсальные» электроды — так называемые «синие» электроды мр-3с . Они предназначены для работы с наиболее широко распространенными сортами углеродистых сталей — и подходят практически для всех бытовых надобностей, включая сварку ограждений, ремонт кузовов и т.п. Эти электроды могут использоваться для сварки как постоянным, так и переменным током, они неприхотливы (могут варить загрязненный и ржавый металл), но ... для работ чуть-чуть более серьезных (например — сварки стальных несущих балок в дачном доме) их использовать уже нельзя и надо выбирать марку в зависимости от того, что вы собираетесь сваркой соединить.
Ну и, конечно, надо помнить, что даже самые хорошие электроды нуждаются в предварительной подготовке к работе — прокаливании при температуре 150-200 градусов в течении 40-50 минут. Это необходимо для того, чтобы удалить из них влагу — отсыревший электрод хорошего шва не даст. Итак...
Что для чего?
Результат работы электродов при сварке углеродистых и низколегированных сталей зависит от стабильности горения вольтовой дуги. Лучше всего ее обеспечивают электроды с целлюлозным, кислым и рутиловым покрытиями. При использовании электров с основным покрытием потребуется тщательная очистки кромок от ржавчины, масла и грязи. Кроме того, электроды с основным покрытием склонны к порообразованию в начальный момент сварки и при сварке длинной дугой.
Электроды Э-10Х5МФ с повышенным содержанием хрома предназначены для сварки конструкций из легированных теплоустойчивых сталей с повышенным содержанием хрома (12Х5МА, 15Х5М, 15Х5МФА и др.), работающих в агрессивных средах при температурах до 450°С. Для их сварки лучше всего подойдут электроды с основным покрытием, которое обеспечивает прочность наплавленного металла при повышенных температурах и проявляет малую склонность к образованию горячих и холодных трещин.
Для сварки высоколегированных сталей основное требование к электродам это обеспечить необходимый уровень жаропрочности металла шва. Это достигается за счет получения химического состава швов, близкого основному в электродах типов Э-12Х11НМФ марки КТИ-9А, Э-12Х11НВМФ марки КТИ-10, Э-14Х11НВМФ марки ЦЛ-32.
Для низкоуглеродистых кислотостойких сталей, содержащих до 0,03% углерода, используются электроды типов Э-04Х20Н9 марок ОЗЛ-14А, ОЗЛ-36; Э-02Х20Н14Г2М2 марок ОЗЛ-20 и др. Конструкции, которые эксплуатируются в окислительных жидких средах, например в азотной кислоте, желательдо сваривать электродами типа Э-08Х19Н10Г2Б марок ЦТ-15, ЗИО-3 и др.
Отечественные или импортные?
Более подробно узнать, какие понадобятся электроды при проведении сварочных работ можно в специальных справочниках. Но … надо иметь в виду, что сейчас на нашем рынке представлено и множество импортных электродов — и с их маркировкой тоже не всегда все ясно. Поэтому определимся прежде всего с наиболее популярным «заморским гостем» - продукцией шведской фирмы ESAB. Все марки ее электродов начинаются с букв ОК, которые к сварке непосредственного отношения не имеют, поскольку являются инициалами основателя концерна ESAB Оскара Кельберга.
Что же значит их маркировка?
OK 46.00 ESAB – это аналог наших «универсальных синих» электродов МР-3, используются там, где нет данных о составе стали. Выпускаются самых разных диаметров, чтобы всегда можно было выбрать подходящий.
OK 48.00 ESAB — рассчитаны только постоянный ток. Подходят для ответственных конструкций, близки по характеристикам к отечественным маркам УОНИ с основным покрытием.
OK 61.30 ESAB – для работ по нержавеющей стали (марок 304, 308L, 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10).
ОК 67.60, ОК 67.62 ESAB — для сварки нержавейки с повышенным содержанием никеля.
OK 63.30 ESAB — для сварки тонкостенных труб и тонколистовых изделий из стали марок 316, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2. Являются аналогом российских электродов марки АНВ-26.
OK 68.81, OK 68.82 – электроды для сварки разнородных стальных деталей и сталей неизвестного состава.
OK 53.70 — для сваривания трубопроводов высокого давления и ответственных конструкций из низколегированных и малоуглеродистых сталей. Образуют швы, устойчивые к ударным и механическим нагрузкам даже при сильных морозах. Могут успешно использоваться при работах на крайнем Севере.
OK 74.70 — для сваривания изделий из высокопрочных низколегированных сталей, в том числе трубопроводов.
Из иностранных марок электродов можно еще отметить такие, как
LB-52 U, компания «Kobe Steel» (Япония) – для надежной сварки важных конструкций из углеродистых сталей с прочностью швов на разрыв до 490Мпа.
Kessel 5520 Mod фирма «Klockner» (Германия) — для сваривания деталей из низколегированных и углеродистых сталей. Применяются при строительстве мостов и сваривании ответственных конструкций.
Phoenix K 50 R Mod, «Klockner» (Германия) – электроды отличаются чистым химическим составом, созданы специально для сваривания трубопроводов.
Надо признать, что участники специализированных интернет-форумов хвалят импортные аналоги за стабильно высокое качество продукции и частенько поругивают отечественные за сильный разнобой с этим качеством в разных партиях товаров. Это, конечно, печально, но ...
какие же из них выгоднее в финансовом смысле?
Сравним цены лучших образцов за 2016 (то есть при сопоставимом уровне качества):
|
Марка изделия и производитель |
Аналог и производитель |
Цена за килограмм |
|
|
МР-3С «Северсталь-метиз», г.Орел |
64 р. |
SE-46-00 ESAB-Тюмень |
127 р. |
|
АНО-21 «КОМЗ-Экспорт» г. Каменск-Шахтинский |
130 р. |
ESAB OK-43 |
285 p. |
|
УОНИB 13/55 «Сычевский ЭЗ» |
80 р. |
ESAB OK-48 |
135 p. |
|
ОЗС-12 «Пензенские электроды» |
58 р. |
SE-46-00 ESAB-Тюмень |
127 p. |
Результат говорит сам за себя: импортные аналоги выходят в среднем примерно в 2 раза дороже, чем отечественные.
Так что шведское (а равно японское, германское и т. д.) качество — это, конечно, хорошо, но соотношение цена-качество — это еще лучше.
Впрочем, решать вам...
